

তাৎক্ষণিক উত্তর: ডান শাট অফ ভালভ নির্বাচন করা
মধ্যে সবচেয়ে সমালোচনামূলক ফ্যাক্টর ভালভ বন্ধ করুন নির্বাচন আপনার সিস্টেমের চাপ, তাপমাত্রা এবং মিডিয়ার সাথে ভালভের ধরন এবং উপাদানের সাথে মিলে যাচ্ছে। একটি অমিল লিক, চাপ ড্রপ, বা সম্পূর্ণ সিস্টেম ব্যর্থতার কারণ হতে পারে। উদাহরণস্বরূপ, একটি উচ্চ-ক্লোরাইড পরিবেশে একটি ব্রাস গেট ভালভ ব্যবহার করলে দ্রুত ডিজিসিফিকেশন এবং ক্র্যাকিং হতে পারে। এই নির্দেশিকাটি একটি জ্ঞাত সিদ্ধান্ত নেওয়ার জন্য প্রয়োজনীয় প্রযুক্তিগত ডেটা এবং বাস্তব পদক্ষেপগুলি সরবরাহ করে।
শাট অফ ভালভের মৌলিক প্রকার
প্রতিটি ভালভ ডিজাইনের স্বতন্ত্র প্রবাহ বৈশিষ্ট্য এবং শাট-অফ ক্ষমতা রয়েছে। নীচের সারণীটি শিল্প এবং বাণিজ্যিক সিস্টেমে ব্যবহৃত সবচেয়ে সাধারণ প্রকারগুলিকে সংক্ষিপ্ত করে।
| ভালভ প্রকার | সাধারণ অ্যাপ্লিকেশন | চাপ পরিসীমা (psi) | মূল সুবিধা |
|---|---|---|---|
| গেট ভালভ | বিচ্ছিন্নতা, নিম্নচাপ ড্রপ | 0-2,500 | সম্পূর্ণ বোর, ন্যূনতম সীমাবদ্ধতা |
| গ্লোব ভালভ | থ্রোটলিং, ঘন ঘন অপারেশন | 0-1,500 | ভালো শাট-অফ ক্ষমতা |
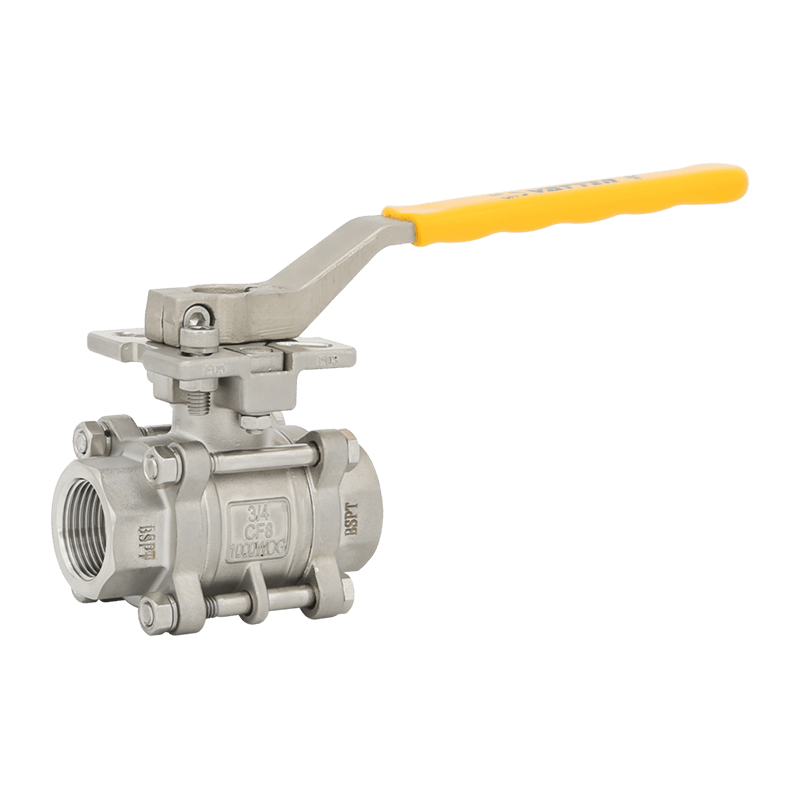
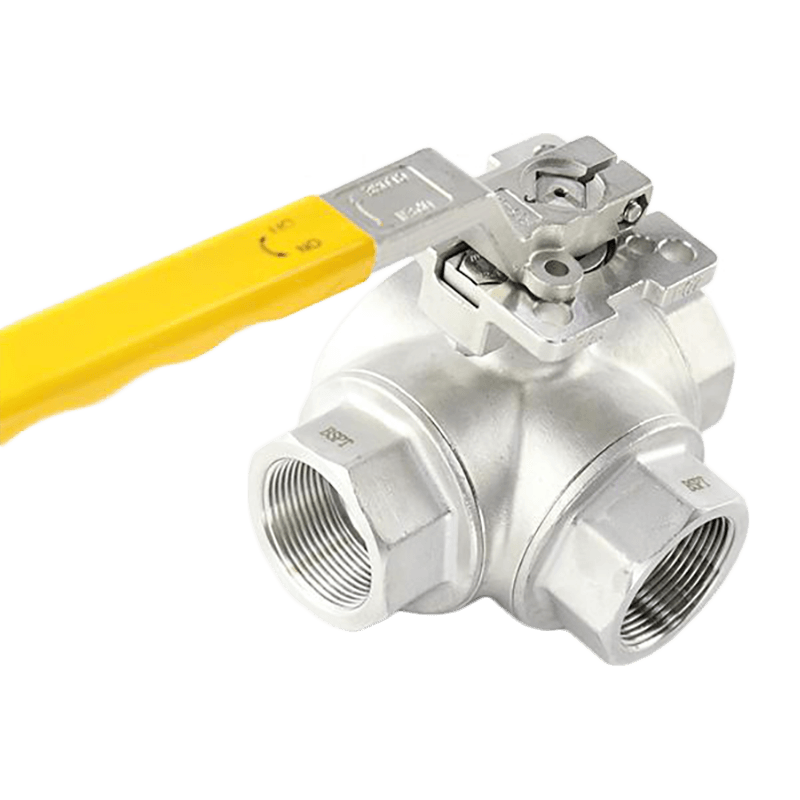
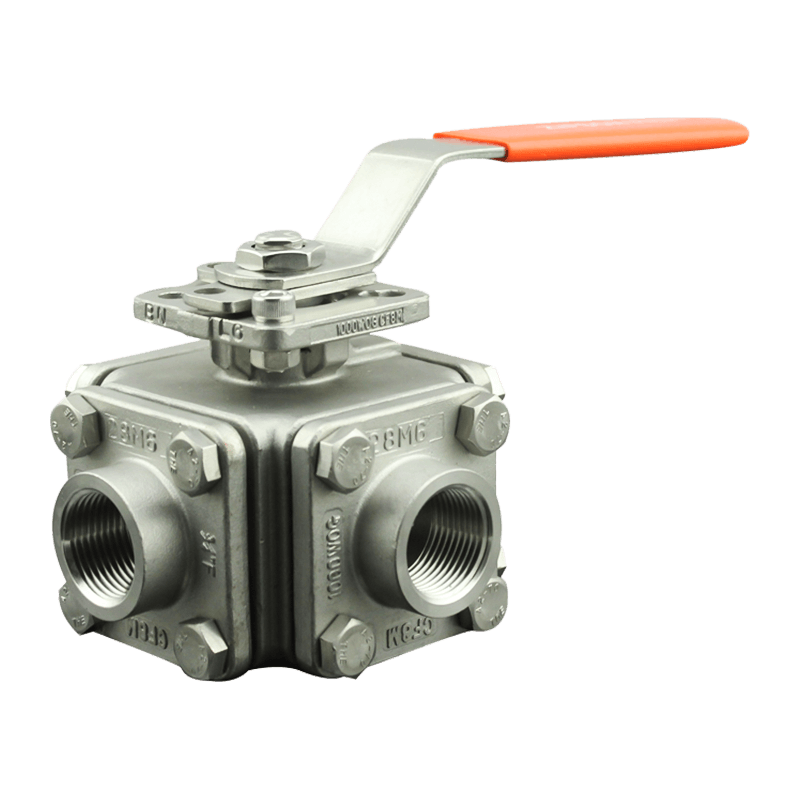
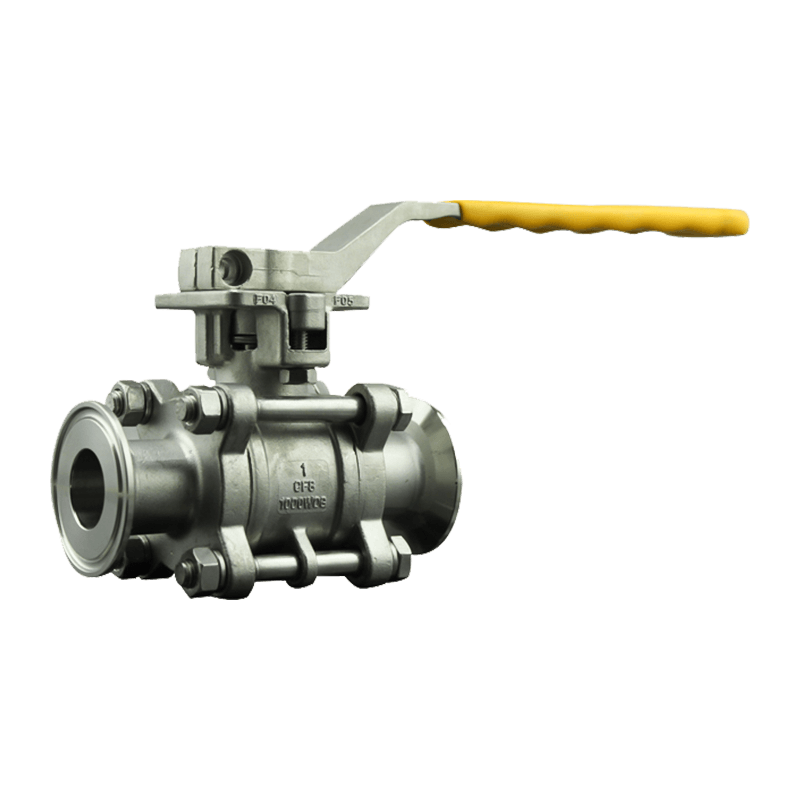
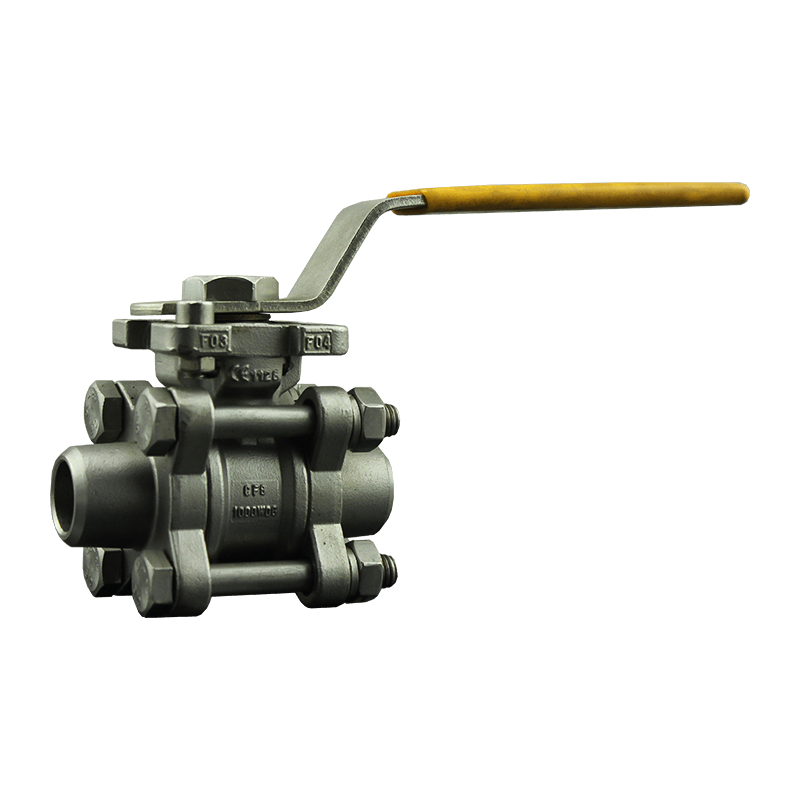
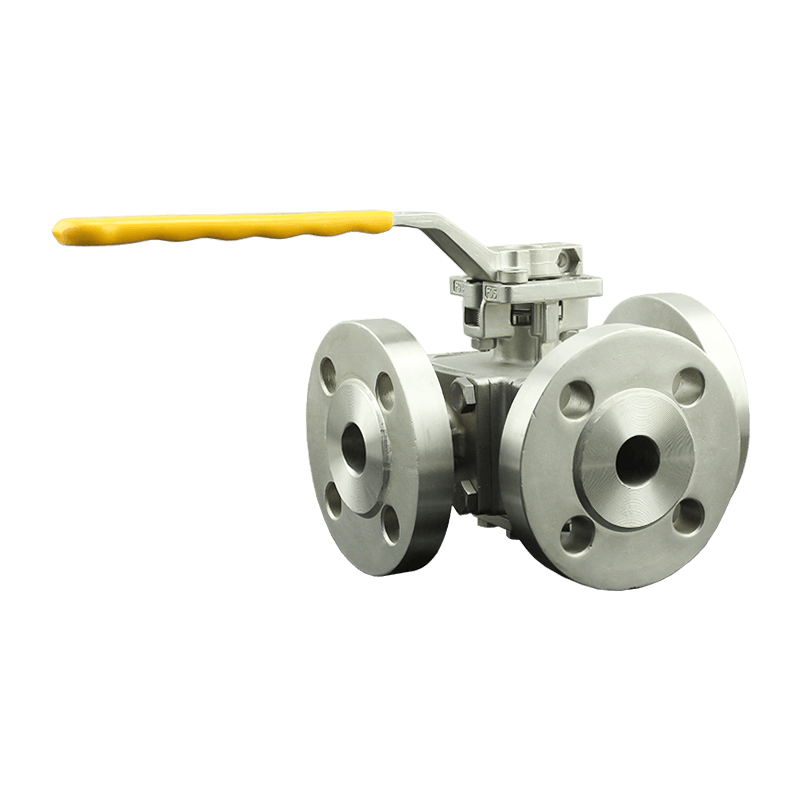
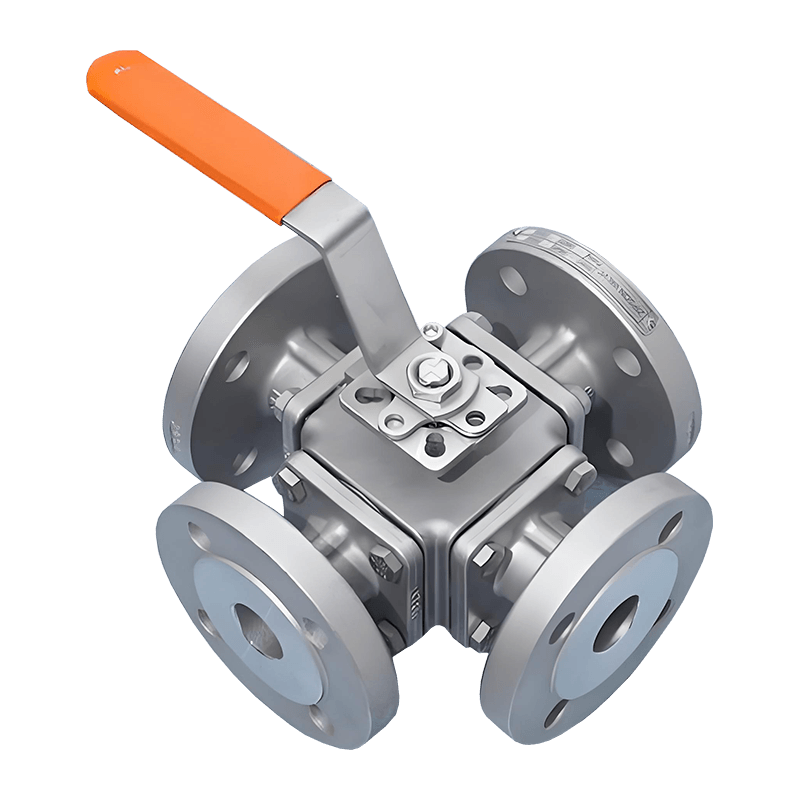
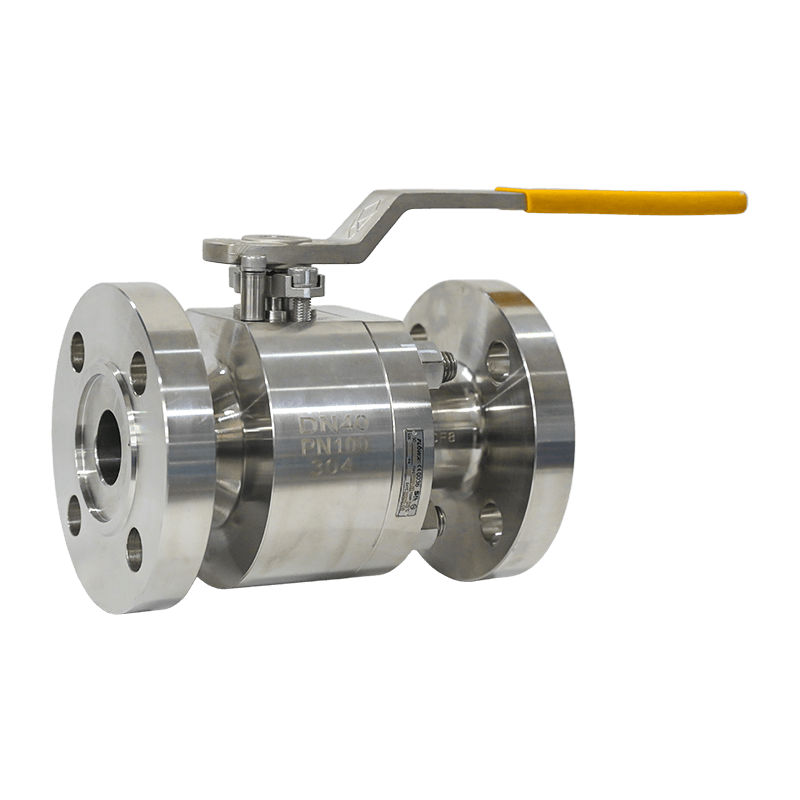
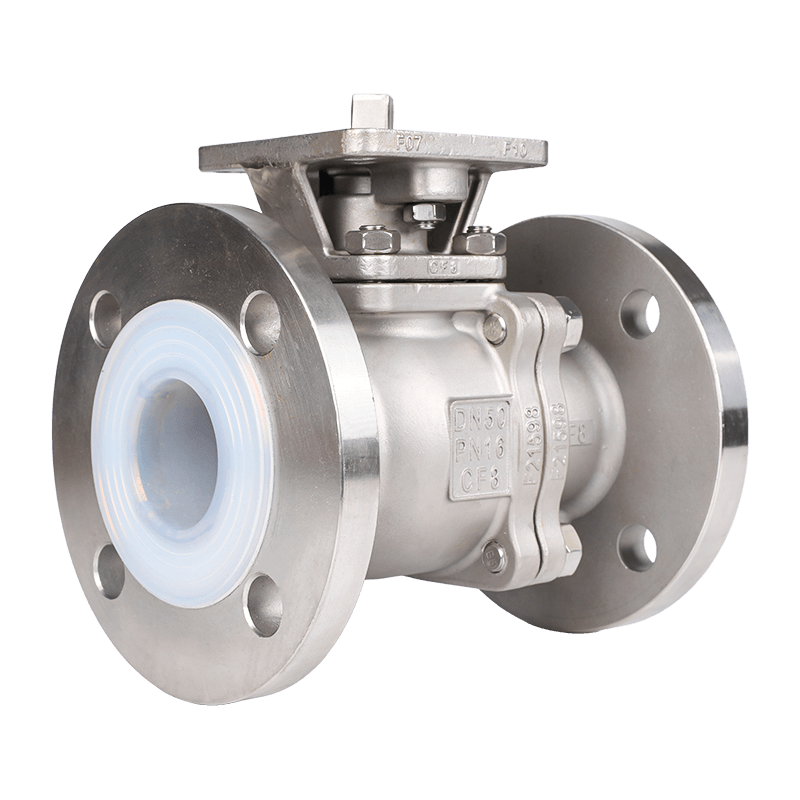
| বল ভালভ | দ্রুত শাট-অফ, গ্যাস/তরল | 0-3,000 | কোয়ার্টার-টার্ন, বুদ্বুদ-আঁট সীল |
| বাটারফ্লাই ভালভ | বড় ব্যাস, কম চাপ | 0-450 | কমপ্যাক্ট, লাইটওয়েট |
| প্লাগ ভালভ | স্লারি, সান্দ্র তরল | 0-1,500 | স্ট্রেইট-থ্রু প্রবাহ |
কখন প্রতিটি প্রকার ব্যবহার করবেন
বল ভালভ 40% এর বেশি শিল্প শাট-অফ অ্যাপ্লিকেশনের জন্য দায়ী তাদের নির্ভরযোগ্য sealing এবং স্থায়িত্ব কারণে. উচ্চ-তাপমাত্রার বাষ্পের জন্য (250°C এর উপরে), ধাতব আসন সহ গ্লোব ভালভ পছন্দ করা হয়। জল বিতরণ নেটওয়ার্কগুলিতে, গেট ভালভগুলি সাধারণ কারণ তারা সম্পূর্ণরূপে খোলার সময় নগণ্য মাথার ক্ষতি করে।
স্থায়িত্ব এবং সামঞ্জস্যের জন্য উপাদান নির্বাচন
ভালভ বডি এবং ছাঁটা উপকরণ অবশ্যই ক্ষয়, ক্ষয় এবং তাপমাত্রার চরমতা প্রতিরোধ করতে হবে। নিম্নলিখিত সারণীটি সাধারণ উপকরণ এবং তাদের সাধারণ পরিষেবা সীমা দেখায়।
| উপাদান | সাধারণ মিডিয়া | সর্বোচ্চ তাপমাত্রা (°সে) | টিপিক্যাল প্রেসার ক্লাস |
|---|---|---|---|
| পিতল | জল, বায়ু, অ-ক্ষয়কারী গ্যাস | 95 | 200 WOG |
| ব্রোঞ্জ | সমুদ্রের জল, বাষ্প | 260 | 300 psi |
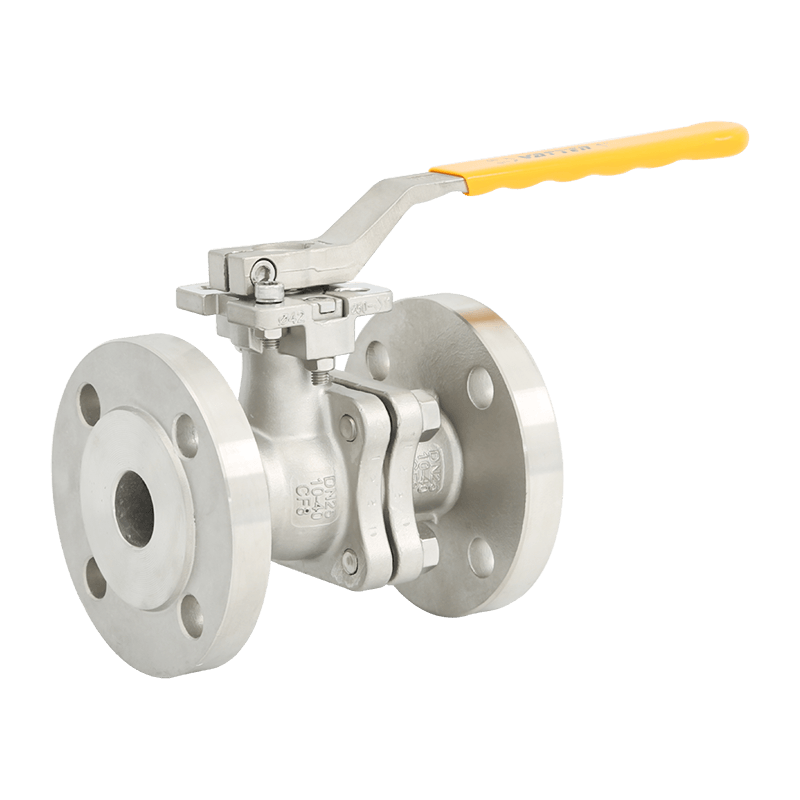
| স্টেইনলেস স্টীল (316) | রাসায়নিক, খাদ্য, উচ্চ বিশুদ্ধতা | 450 | ক্লাস 150-600 |
| ঢালাই আয়রন | জল, বর্জ্য জল | 120 | ক্লাস 125 |
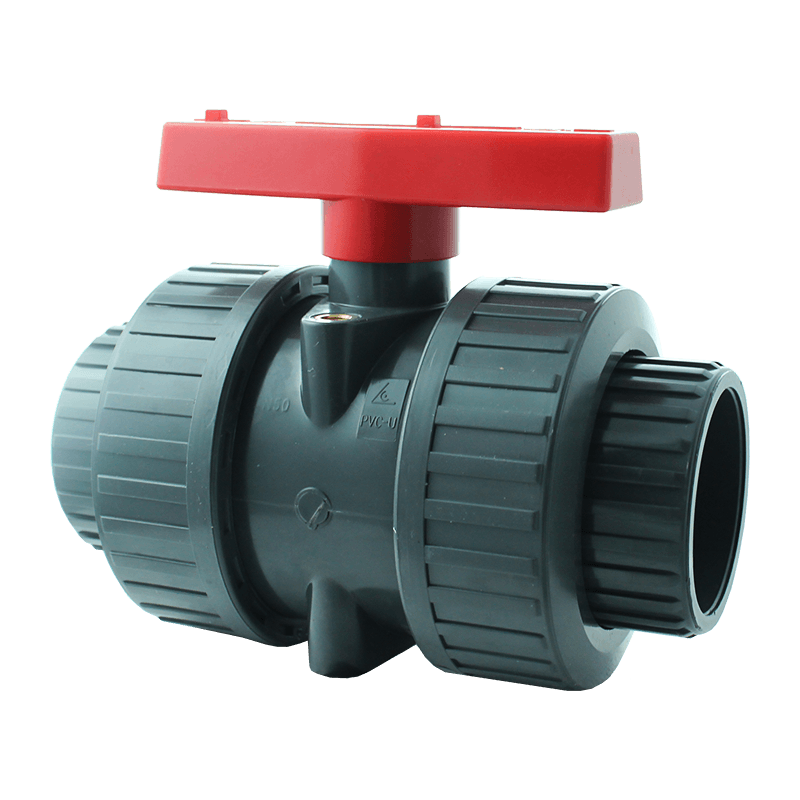
| পিভিসি | অ্যাসিড, কস্টিক, ডিওনাইজড জল | 60 | 150 psi |
স্টেইনলেস স্টীল ভালভ (CF8M) 70% রাসায়নিক প্রক্রিয়া অ্যাপ্লিকেশনগুলিতে নির্দিষ্ট করা হয় কারণ তারা ক্ষয়কারী মিডিয়ার বিস্তৃত পরিসরকে প্রতিরোধ করে। পানীয় জলের জন্য, কম সীসাযুক্ত পিতল অনেক স্থানীয় কোড দ্বারা বাধ্যতামূলক।
চাপ রেটিং এবং আকার বিবেচনা
ANSI/ASME দ্বারা সংজ্ঞায়িত চাপ শ্রেণী (যেমন, শ্রেণী 150, 300, 600) দ্বারা ভালভগুলি রেট করা হয়। শ্রেণী একটি নির্দিষ্ট তাপমাত্রায় সর্বাধিক অনুমোদিত চাপ নির্দেশ করে। যেমন:
- একটি ক্লাস 150 ফ্ল্যাঞ্জ-রেটেড ভালভ পরিবেষ্টিত তাপমাত্রায় 285 psi-এর জন্য উপযুক্ত, কিন্তু 300°C এ মাত্র 140 psi।
- সাইজিং অবশ্যই প্রবাহের বেগের জন্য দায়ী: জলের জন্য, ক্ষয় এবং জলের হাতুড়ি এড়াতে বেগ 5 মি/সেকেন্ডের নিচে রাখুন।
- 150 psi এ 500 gpm জল বহনকারী একটি 6-ইঞ্চি লাইনের জন্য, একটি ফুল-পোর্ট বল ভালভ (ক্লাস 150) একটি আদর্শ পছন্দ।
সর্বদা প্রস্তুতকারকের চাপ-তাপমাত্রার চার্টের সাথে পরামর্শ করুন; এই সীমা অতিক্রম করা ওয়্যারেন্টি বাতিল করে এবং নিরাপত্তার ঝুঁকি তৈরি করে।
দীর্ঘায়ু নিশ্চিত করার জন্য ইনস্টলেশনের সর্বোত্তম অনুশীলন
সঠিক ইনস্টলেশন অকাল ব্যর্থতা প্রতিরোধ করে। এই পদক্ষেপগুলি অনুসরণ করুন:
- শিপিং ক্ষতির জন্য ভালভ পরিদর্শন করুন এবং চাপ শ্রেণী এবং শেষ সংযোগগুলি সিস্টেমের সাথে মেলে তা যাচাই করুন।
- নিশ্চিত করুন যে ভালভটি ইনস্টলেশনের সময় আংশিকভাবে খোলা অবস্থায় আছে আসনগুলি রক্ষা করার জন্য (চেক ভালভ ব্যতীত)।
- থ্রেডেড ভালভের জন্য, সিস্টেমে সিলেন্ট প্রবেশ করা প্রতিরোধ করতে প্রথম থ্রেডটি এড়িয়ে শুধুমাত্র পুরুষ পাইপে থ্রেড সিলান্ট ব্যবহার করুন।
- ফ্ল্যাঞ্জযুক্ত ভালভ: গ্যাসকেট প্রস্তুতকারকের দ্বারা নির্দিষ্ট টর্কের সাথে ক্রস প্যাটার্নে বোল্টগুলিকে শক্ত করুন।
- স্বাধীনভাবে ভারী ভালভ সমর্থন; পাইপিং ওজন ভালভ শরীরের উপর বিশ্রাম না.
ভালভ ম্যানুফ্যাকচারার্স অ্যাসোসিয়েশনের একটি সমীক্ষায় দেখা গেছে যে 30% ভালভের ব্যর্থতা ভুল ইনস্টলেশনের কারণে। সঠিক টর্ক ব্যবহার করে (যেমন, 2-ইঞ্চি ক্লাস 150 ফ্ল্যাঞ্জের জন্য 70-100 ফুট-পাউন্ড) ফুটো পথ কমায়।
রক্ষণাবেক্ষণ এবং টেস্টিং প্রোটোকল
নিয়মিত রক্ষণাবেক্ষণ ভালভের জীবনকে প্রসারিত করে এবং টাইট শাট-অফ নিশ্চিত করে। প্রস্তাবিত বিরতি:
- ত্রৈমাসিক: ফুটো, জারা, এবং অবস্থান নির্দেশক প্রান্তিককরণের জন্য চাক্ষুষ পরিদর্শন।
- বার্ষিক: আমানত পরিষ্কার করার জন্য ভালভটি সম্পূর্ণরূপে খোলা/বন্ধ পরিচালনা করুন; weepage জন্য স্টেম প্যাকিং পরীক্ষা করুন.
- প্রতি 3-5 বছর বা 5,000 চক্রের পরে: সিট লিক পরীক্ষা করুন (ISO 5208, রেট A অনুযায়ী বুদবুদ-টাইট)।
দীর্ঘ সময় ধরে নিষ্ক্রিয় থাকা ভালভগুলি বছরে অন্তত দুবার ব্যায়াম করা উচিত দখল প্রতিরোধ করতে। সামঞ্জস্যপূর্ণ গ্রীস সঙ্গে কান্ড এবং ঘূর্ণন অংশ লুব্রিকেট.
সাধারণ ব্যর্থতা মোড এবং প্রতিরোধ
স্টেম ফুটো
প্রায়ই জীর্ণ প্যাকিং বা তাপ সাইক্লিং দ্বারা সৃষ্ট. প্যাকিং লাইভ-লোড ডিজাইনে সামঞ্জস্য করা যেতে পারে; যদি ফুটো 500 পিপিএম অতিক্রম করে, অবিলম্বে পুনরায় প্যাক করুন।
আসন ক্ষয়
থ্রটলিং পরিষেবাগুলিতে, উচ্চ বেগ আসন কাটে। যদি প্রবাহ শাট-অফ পয়েন্টের কাছাকাছি থাকে তবে শক্ত ট্রিম (স্টেলাইট) সহ ভালভ ব্যবহার করুন। উদাহরণস্বরূপ, একটি 300 psi স্টিম লাইনে, স্টেলাইট সীট সহ একটি গ্লোব ভালভ স্ট্যান্ডার্ড 13% ক্রোমের চেয়ে তিনগুণ বেশি স্থায়ী হয়।
ইনসুলেশন অধীনে ক্ষয় (CUI)
ইনসুলেটেড লাইনে কার্বন ইস্পাত ভালভ সনাক্ত না করে ক্ষয় হতে পারে। পর্যায়ক্রমে অন্তরণ পরিদর্শন; আর্দ্রতা উপস্থিত থাকলে, প্রতিরক্ষামূলক আবরণ বা স্টেইনলেস স্টীল ব্যবহার করুন।
সম্মতি এবং শিল্প মান
নিরাপত্তা এবং বিনিময়যোগ্যতা নিশ্চিত করতে শাট অফ ভালভগুলি অবশ্যই ডিজাইন এবং পরীক্ষার মান পূরণ করতে হবে। মূল মান অন্তর্ভুক্ত:
| স্ট্যান্ডার্ড | ব্যাপ্তি |
|---|---|
| ASME B16.34 | চাপ-তাপমাত্রার রেটিং, ফ্ল্যাঞ্জড, থ্রেডেড এবং ঢালাই করা প্রান্তের মাত্রা |
| API 598 | ভালভের পরিদর্শন এবং পরীক্ষা (শেল, ব্যাকসিট এবং সিট পরীক্ষা) |
| ISO 5208 | ধাতব ভালভের চাপ পরীক্ষা - অনুমোদিত ফুটো হার |
| MSS SP-25 | স্ট্যান্ডার্ড marking system for valves |
ভালভ নির্দিষ্ট করার সময়, সর্বদা প্রাসঙ্গিক মান এবং অনুরোধ পরীক্ষার শংসাপত্রগুলির সাথে সম্মতি প্রয়োজন৷